

One defective product reaching a customer costs far more than catching it on the production line. Recalls destroy brand reputation. Warranty claims erode margins. Safety incidents create liability exposure. Traditional quality inspection methods cannot keep pace with modern production demands.
- AI inspection provides near-perfect defect detection and consistency, catching microscopic and complex flaws humans miss.
- Systems operate at production speed enabling 100% inspection, real-time feedback, and elimination of inspection bottlenecks.
- AI delivers rapid ROI through reduced labor, scrap, recalls, and rich quality data for continuous process improvement.
AI quality control changes this equation fundamentally. Computer vision systems inspect products at production speed with superhuman accuracy. Machine learning algorithms detect defects invisible to human eyes. Intelligent systems maintain consistent performance without fatigue or distraction.
The market reflects growing confidence in these capabilities. According to The Business Research Company, the AI visual inspection system market grew from 24.11 billion USD in 2024 to 30.07 billion USD in 2025. This represents a 24.8% compound annual growth rate. Technavio projects additional growth of 26.84 billion USD through 2029 at 38.8% CAGR.
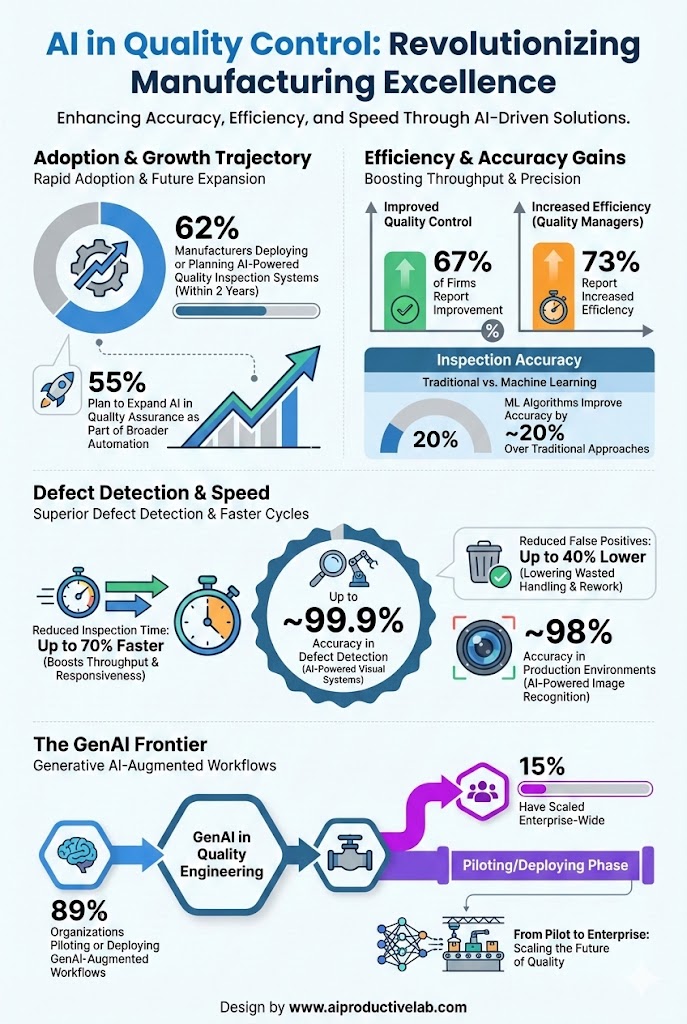
Organizations implementing AI quality control report dramatic improvements. Defect detection rates reach 99% or higher in many applications. False positive rates decrease compared to human inspection. Inspection speeds increase to match even the fastest production lines.
This guide explores AI quality control comprehensively. You will learn how the technology works in practical terms. You will understand specific benefits organizations achieve. You will see real-world applications across industries. Most importantly, you will gain insight for evaluating AI inspection opportunities within your own operations.
What Is AI Quality Control?
AI quality control applies artificial intelligence to inspect products, detect defects, and ensure manufacturing quality standards. The technology uses computer vision, machine learning, and advanced analytics to automate inspection processes traditionally performed by humans.
The approach differs fundamentally from conventional inspection methods. Human inspectors tire and lose focus. Traditional automated systems follow rigid rules missing unexpected defects. AI systems combine tireless consistency with adaptive intelligence.
Core technology components include:
- Computer vision systems: Cameras and imaging technology capturing product details
- Machine learning algorithms: AI analyzing images to identify defects
- Deep learning models: Neural networks recognizing complex patterns
- Edge computing hardware: Processing power enabling real-time analysis
- Integration software: Connections to production systems and quality databases
- Reporting and analytics: Dashboards tracking quality performance trends
The technology works continuously at production speed. Cameras capture images of every product. AI analyzes each image in milliseconds. Defective items receive automatic rejection or flagging. Quality data flows to monitoring systems for trend analysis.
This intelligence enables inspection precision impossible through human observation alone. Humans cannot maintain consistent attention across thousands of items. Humans cannot see microscopic defects or internal flaws. Humans cannot process images at production line speeds. AI overcomes all these limitations.
How AI Quality Control Works
Image Capture and Data Collection
Effective AI inspection begins with comprehensive visual data collection. Cameras and sensors capture detailed images of products during production.
Imaging technologies include:
- High-resolution cameras: Capturing fine surface details
- Multi-angle systems: Viewing products from multiple perspectives
- Hyperspectral imaging: Detecting defects invisible in standard light
- X-ray inspection: Revealing internal flaws and contamination
- Thermal imaging: Identifying heat-related anomalies
- 3D scanning: Measuring dimensional accuracy precisely
Camera positioning and lighting design significantly impact detection accuracy. Proper illumination reveals defects that poor lighting conceals. Multiple angles ensure complete surface coverage.
AI Analysis and Defect Detection
Machine learning algorithms analyze captured images to identify quality issues.
Detection capabilities include:
- Surface defect identification: Scratches, dents, stains, and cosmetic flaws
- Dimensional verification: Size, shape, and tolerance compliance
- Assembly confirmation: Correct component placement and orientation
- Color and texture analysis: Variations from specifications
- Pattern recognition: Identifying anomalies in complex designs
- Classification and severity rating: Categorizing defects by type and impact
AI models train on thousands of example images. They learn to distinguish acceptable variation from genuine defects. Models improve continuously as they process more production data.
Response and Integration
When AI detects defects, systems respond automatically and integrate with quality management processes.
Response capabilities include:
- Real-time rejection: Removing defective items from production flow
- Alert generation: Notifying quality personnel of issues
- Root cause analysis: Identifying upstream process problems
- Statistical process control: Tracking quality trends over time
- Documentation: Recording inspection results for compliance
- Feedback loops: Informing production systems to adjust parameters
Integration with manufacturing execution systems enables comprehensive quality management. Inspection data flows into quality databases. Trends inform process improvement initiatives. Traceability requirements satisfy regulatory demands.
Key Benefits of AI Quality Control
Superior Defect Detection Accuracy
AI inspection catches defects human inspectors miss. Detection rates reach 99% or higher in optimized implementations.
Accuracy benefits include:
- Microscopic defect detection: Finding flaws too small for human vision
- Consistent performance: No degradation from fatigue or distraction
- Complex pattern recognition: Identifying subtle anomalies in intricate designs
- Multi-defect detection: Finding multiple issues simultaneously
- Reduced false negatives: Fewer defective products escaping inspection
Higher detection rates prevent quality problems from reaching customers. Brand reputation strengthens through consistent product quality.
Dramatic Speed Improvements
AI inspects products at speeds impossible for human inspectors. Systems process thousands of items per hour without slowing.
Speed benefits include:
- Production line matching: Inspection keeps pace with fastest manufacturing
- 100% inspection capability: Every product receives thorough evaluation
- Elimination of bottlenecks: Quality processes don’t constrain production
- Real-time feedback: Immediate detection enables rapid response
- Throughput maximization: Quality assurance without capacity sacrifice
Speed enables comprehensive inspection replacing statistical sampling. Every product receives full evaluation rather than spot-checking representative samples.
Significant Cost Reduction
AI quality control reduces costs through multiple mechanisms simultaneously.
Cost reduction sources include:
- Labor efficiency: Fewer inspectors needed for equivalent or better coverage
- Scrap reduction: Early detection prevents additional value-add to defective items
- Warranty cost decrease: Fewer defective products reaching customers
- Recall prevention: Quality problems caught before market release
- Rework minimization: Issues identified before downstream processing
Organizations implementing AI quality control typically achieve ROI within 12-18 months. Cost savings compound as systems optimize and expand.
Enhanced Consistency and Objectivity
AI eliminates subjective variation inherent in human inspection.
Consistency benefits include:
- Uniform standards application: Same criteria applied to every product
- Shift-to-shift stability: No variation between inspection teams
- Elimination of bias: Objective evaluation without human judgment variation
- Reproducible results: Same product receives same evaluation every time
- Audit trail integrity: Documented, defensible inspection decisions
Consistency supports regulatory compliance and customer quality expectations. Inspection records demonstrate objective, repeatable evaluation processes.
Valuable Data and Insights
AI inspection generates rich quality data enabling continuous improvement.
Data benefits include:
- Trend identification: Recognizing patterns across production runs
- Process correlation: Linking defects to upstream variables
- Predictive quality: Anticipating issues before they escalate
- Supplier quality tracking: Monitoring incoming material quality
- Continuous improvement fuel: Data driving systematic enhancement
Quality data becomes strategic asset. Organizations leverage inspection information for process optimization, supplier management, and product development.
Industry Applications and Examples
Automotive Manufacturing
Automotive manufacturers deploy AI quality control extensively across production processes.
Automotive applications include:
- Paint inspection: Detecting surface defects, color variations, and contamination
- Weld quality verification: Ensuring structural integrity of joined components
- Assembly confirmation: Verifying correct component installation
- Gap and flush measurement: Checking body panel alignment
- Final inspection: Comprehensive vehicle quality assessment
BMW implements AI-powered paint inspection across manufacturing facilities. Computer vision systems analyze every vehicle surface for defects invisible to human inspectors. The technology achieves detection rates exceeding 99% while processing vehicles at full production speed. Tesla uses AI quality control throughout manufacturing operations. Vision systems verify assembly accuracy. Algorithms detect quality issues enabling rapid correction.
Electronics Manufacturing
Electronics production requires precision inspection AI delivers exceptionally well.
Electronics applications include:
- PCB inspection: Verifying circuit board component placement and solder quality
- Semiconductor defect detection: Finding microscopic flaws in chip manufacturing
- Display quality assessment: Checking screens for dead pixels and uniformity
- Connector verification: Ensuring proper assembly of connection interfaces
- Packaging integrity: Confirming protective enclosure quality
Samsung deploys AI inspection throughout semiconductor manufacturing. Computer vision catches defects measured in nanometers. Detection accuracy exceeds human capability by orders of magnitude. Foxconn uses AI quality systems across electronics assembly lines. Inspection speeds match rapid production rates while maintaining high detection accuracy.
Food and Beverage
Food safety demands rigorous quality control AI enhances significantly.
Food industry applications include:
- Contamination detection: Finding foreign objects in food products
- Packaging verification: Ensuring seal integrity and label accuracy
- Produce grading: Sorting fruits and vegetables by quality
- Fill level inspection: Confirming correct product quantities
- Date code verification: Validating expiration marking accuracy
AI food inspection protects consumer safety while meeting regulatory requirements. Detection of contaminants and packaging failures prevents recalls and health incidents.
Pharmaceutical Manufacturing
Pharmaceutical quality control faces stringent regulatory requirements AI helps satisfy.
Pharmaceutical applications include:
- Tablet inspection: Checking pills for defects, chips, and contamination
- Vial and syringe verification: Ensuring container integrity
- Label accuracy confirmation: Verifying correct product information
- Blister pack inspection: Checking packaging completeness
- Serialization verification: Confirming track-and-trace compliance
Pharmaceutical manufacturers use AI to maintain compliance while improving inspection efficiency. Regulatory requirements for 100% inspection make AI particularly valuable.
Aerospace and Defense
Aerospace quality requirements demand exceptional inspection rigor.
Aerospace applications include:
- Composite material inspection: Detecting delamination and voids
- Surface treatment verification: Confirming coating quality
- Fastener inspection: Ensuring proper installation
- Weld and bond evaluation: Verifying structural integrity
- Foreign object debris detection: Finding contamination in assemblies
Safety-critical applications justify significant AI quality control investment. Failure consequences make comprehensive inspection essential.
Implementing AI Quality Control
Assessment and Planning
Successful implementation begins with thorough evaluation of current inspection challenges and opportunities.
Assessment steps include:
- Current state analysis: How do you inspect products today?
- Pain point identification: Where do quality escapes occur?
- Defect characterization: What types of defects need detection?
- Volume and speed requirements: What inspection throughput is needed?
- Integration requirements: What systems must AI inspection connect with?
Clear understanding of requirements enables appropriate solution selection and realistic implementation planning.
Solution Selection
Choose AI quality control solutions matching your specific requirements.
Selection criteria include:
- Detection capability: Can the system find your defect types?
- Speed performance: Does throughput match production requirements?
- Integration flexibility: Will the system connect with existing infrastructure?
- Scalability: Can the solution expand as needs grow?
- Vendor expertise: Does the provider understand your industry?
Evaluate solutions through proof-of-concept testing with actual production samples. Verify performance claims before committing to full implementation.
Deployment and Optimization
Install systems and refine performance through production experience.
Deployment best practices include:
- Pilot before scaling: Prove value on limited scope before expanding
- Train models thoroughly: Provide sufficient examples for accurate learning
- Validate detection accuracy: Confirm performance meets requirements
- Integrate with workflows: Connect inspection to quality processes
- Monitor and refine: Continuously improve based on production results
Ongoing optimization ensures sustained performance. Models improve as they process more production data. Detection accuracy increases over time with proper management.
Challenges and Considerations
Initial Investment Requirements
AI quality control requires upfront investment in technology and implementation.
Investment considerations include:
- Hardware costs: Cameras, lighting, computing infrastructure
- Software licensing: AI platform and application fees
- Integration expenses: Connecting to existing systems
- Training investment: Preparing staff for new technology
- Ongoing maintenance: Sustaining system performance
ROI typically achieves within 12-18 months for well-planned implementations. Organizations should develop detailed business cases before committing.
Technical Complexity
AI inspection involves technical challenges requiring expertise to address.
Technical considerations include:
- Imaging design: Proper camera and lighting configuration
- Model development: Training AI for specific defect types
- Edge case handling: Managing unusual situations appropriately
- Environmental factors: Addressing vibration, temperature, and contamination
- System reliability: Ensuring consistent uptime and performance
Partner with experienced providers or develop internal expertise. Technical competence significantly impacts implementation success.
Change Management
New inspection technology requires organizational adaptation.
Change considerations include:
- Inspector role evolution: Transitioning human inspectors to new responsibilities
- Process redesign: Adapting workflows for AI-integrated inspection
- Quality culture: Shifting from sampling to comprehensive inspection mindset
- Trust development: Building confidence in AI decision-making
- Continuous improvement: Establishing processes for ongoing optimization
People and processes must evolve alongside technology. Change management deserves attention equal to technical implementation.
Conclusion
AI quality control transforms inspection from human limitation to technological strength. Computer vision systems detect defects invisible to human eyes. Machine learning algorithms maintain consistent accuracy without fatigue. Inspection speeds match even the fastest production lines.
The benefits are substantial and measurable. Detection rates reach 99% or higher. False positive rates decrease. Inspection costs reduce while coverage expands. Quality data enables continuous improvement.
The market validates this value. Growth from 24.11 billion USD to 30.07 billion USD in a single year reflects accelerating adoption. Organizations across industries recognize AI inspection as competitive necessity rather than optional enhancement.
Leading manufacturers demonstrate achievable results. BMW, Samsung, Tesla, and pharmaceutical companies show what AI quality control delivers. Their implementations provide models for organizations beginning similar journeys.
Implementation requires thoughtful planning. Assessment identifies requirements. Solution selection matches technology to needs. Deployment and optimization ensure sustained performance. Change management prepares organizations for new capabilities.
Organizations maintaining traditional inspection methods accept unnecessary quality risk and cost disadvantage. AI quality control has matured beyond experimentation into proven operational technology. The question is no longer whether to implement, but how quickly.
Explore how AI quality control could transform your inspection processes and product quality outcomes. Talk to our experts to understand which applications fit your specific industry, product types, and quality requirements.
FAQs
AI quality control uses artificial intelligence and computer vision to automatically inspect products, detect defects, and ensure manufacturing quality standards with greater accuracy and speed than human inspection.
AI quality control systems achieve defect detection rates of 99% or higher in optimized implementations, significantly exceeding typical human inspection accuracy of 80-90%.
Automotive, electronics, food and beverage, pharmaceutical, aerospace, and any manufacturing industry requiring consistent product quality benefit from AI quality control implementation.
Most organizations implementing AI quality control achieve return on investment within 12-18 months through reduced labor costs, decreased scrap, and prevention of warranty claims and recalls.
Yes, AI systems inspect at production speed, enabling 100% inspection of every product rather than statistical sampling, ensuring comprehensive quality coverage across entire production volumes.



 AI/ML Strategy and Consulting
AI/ML Strategy and Consulting Data Science And Data Analytics
Data Science And Data Analytics Generative AI
Generative AI AI Consulting Services
AI Consulting Services AI Automation Solutions
AI Automation Solutions API Integration
API Integration