

Traditional factories operate with significant blind spots. Machines run until they break. Quality problems surface after production completes. Planning relies on outdated information. Workers react to problems instead of preventing them. This reactive approach costs millions in downtime, waste, and missed opportunities.
- Continuous connectivity and IIoT provide real-time visibility across machines, processes, and environments for data-driven decisions.
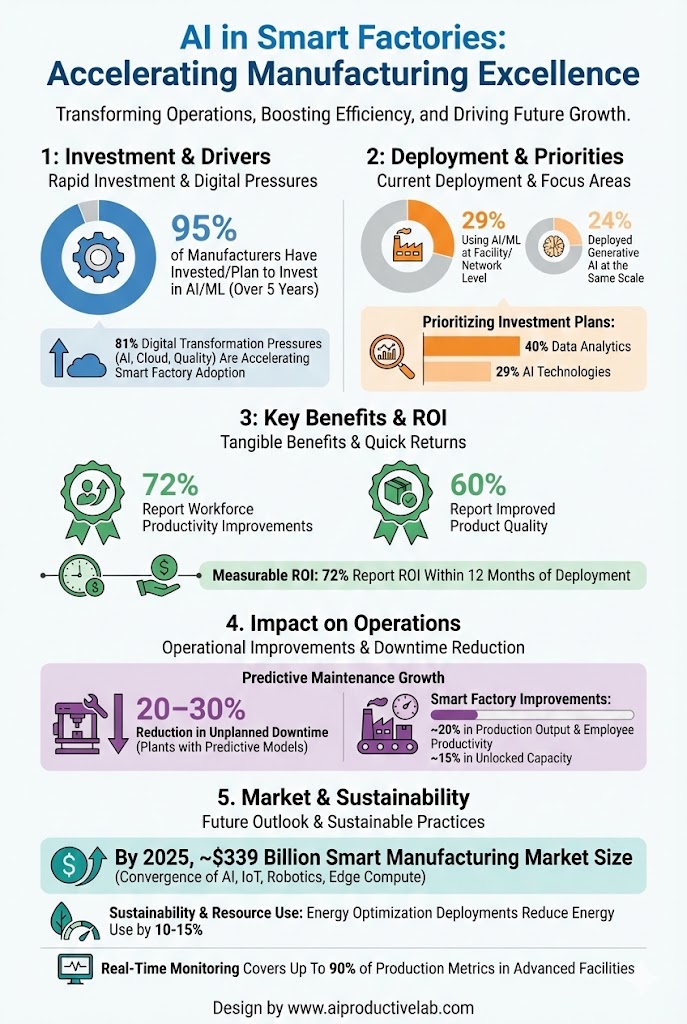
- AI and machine learning enable predictive maintenance, quality inspection, demand forecasting, and production optimization.
- Digital twins and simulations allow safe testing, root cause analysis, and continuous process optimization without disrupting production.
- Phased implementation—connectivity, visibility, predictive, optimization, autonomy—reduces risk and accelerates value realization.
- Workforce development, cybersecurity, and integration planning are essential to capture efficiency, quality, and cost benefits.
AI smart factories eliminate these blind spots entirely. Connected sensors monitor every process continuously. Intelligent algorithms predict failures before they occur. Automated systems optimize operations in real-time. The factory becomes a living system that learns, adapts, and improves constantly.
The market reflects this transformation’s urgency. According to Fortune Business Insights, the global smart manufacturing market will grow from 394.35 billion USD in 2025 to 998.99 billion USD by 2032. This 14.2% compound annual growth rate signals massive investment across industries. Deloitte’s 2025 Smart Manufacturing Survey of 600 executives confirms this momentum, showing widespread adoption despite talent challenges.
AI smart factories represent manufacturing’s definitive future. Organizations implementing these capabilities gain advantages in efficiency, quality, and agility that competitors cannot match through traditional methods alone.
This guide explores smart factory concepts comprehensively. You will understand the technologies that enable intelligent manufacturing. You will learn specific benefits organizations achieve. You will see practical implementation approaches. Most importantly, you will gain insight for evaluating smart factory opportunities within your own operations.
What Is an AI Smart Factory?
Defining the Smart Factory
An AI smart factory integrates artificial intelligence, connected devices, and advanced analytics to create self-optimizing manufacturing operations. The facility uses data from sensors, machines, and systems to make intelligent decisions automatically.
Smart factories differ fundamentally from traditional manufacturing. Conventional factories rely on human observation and periodic analysis. Smart factories generate continuous insight through connected systems. Traditional operations follow fixed procedures. Smart operations adapt dynamically to changing conditions.
Core characteristics of AI smart factories include:
- Connectivity: Machines, sensors, and systems communicate continuously
- Intelligence: AI analyzes data and makes or recommends decisions
- Automation: Systems execute actions without human intervention
- Visibility: Real-time dashboards show operational status comprehensively
- Adaptability: Operations adjust automatically to changing conditions
- Learning: Systems improve performance through accumulated experience
These characteristics combine to create manufacturing environments that optimize themselves continuously.
The Industry 4.0 Connection
AI smart factories represent the practical realization of Industry 4.0 principles. This fourth industrial revolution integrates cyber-physical systems, the Internet of Things, and cloud computing into manufacturing operations.
Industry 4.0 pillars include:
- Cyber-physical systems: Digital and physical processes integrated seamlessly
- Industrial Internet of Things: Connected devices sharing operational data
- Cloud computing: Scalable processing and storage supporting analytics
- Big data analytics: Extracting insight from massive data volumes
- Artificial intelligence: Intelligent analysis and autonomous decision-making
- Additive manufacturing: 3D printing enabling flexible production
- Augmented reality: Enhanced human capabilities through digital overlay
- Autonomous robots: Intelligent machines working alongside humans
AI serves as the intelligence layer making Industry 4.0 technologies truly transformative.
Key Technologies Powering Smart Factories
Industrial Internet of Things
IIoT forms the nervous system of smart factories. Connected sensors and devices collect data from every machine, process, and environment.
IIoT capabilities include:
- Machine monitoring: Real-time equipment status and performance data
- Environmental sensing: Temperature, humidity, vibration, and air quality tracking
- Material tracking: Location and status of inventory and work-in-process
- Energy monitoring: Power consumption across equipment and facilities
- Quality measurement: In-process inspection data collection
- Worker safety: Monitoring conditions affecting employee wellbeing
IIoT generates the data AI requires for intelligent analysis and decision-making.
Artificial Intelligence and Machine Learning
AI transforms raw data into actionable intelligence. Machine learning algorithms identify patterns, predict outcomes, and recommend or execute actions.
AI applications in smart factories include:
- Predictive maintenance: Forecasting equipment failures before they occur
- Quality control: Detecting defects through computer vision analysis
- Production optimization: Identifying efficiency improvements continuously
- Demand forecasting: Predicting customer requirements accurately
- Supply chain optimization: Coordinating materials and logistics intelligently
- Energy management: Optimizing power consumption dynamically
AI delivers value impossible through human analysis alone due to data volume and complexity.
Digital Twin Technology
Digital twins create virtual replicas of physical factory assets and processes. These models enable simulation, analysis, and optimization without disrupting actual production.
Digital twin applications include:
- Process simulation: Testing changes before physical implementation
- Performance prediction: Modeling outcomes under various conditions
- Root cause analysis: Understanding problems through virtual investigation
- Training and development: Safe learning environments for workers
- Design validation: Verifying new products and processes virtually
- Continuous optimization: Ongoing refinement through simulation
Digital twins accelerate improvement while reducing implementation risk.
Advanced Robotics and Automation
Intelligent robots perform tasks with precision, consistency, and adaptability beyond traditional automation capabilities.
Robotics capabilities include:
- Collaborative robots: Machines working safely alongside humans
- Autonomous mobile robots: Self-navigating transport systems
- Flexible automation: Robots adapting to different products and tasks
- Vision-guided systems: Robots using cameras for intelligent manipulation
- Machine tending: Automated loading and unloading of equipment
- Assembly automation: Intelligent systems building complex products
Advanced robotics addresses labor shortages while improving quality and consistency.
Benefits of AI Smart Factories
Dramatic Efficiency Improvements
Smart factories achieve efficiency levels impossible through traditional operations.
Efficiency benefits include:
- Reduced downtime: Predictive maintenance prevents unexpected failures
- Optimized throughput: AI identifies and eliminates bottlenecks continuously
- Minimized changeovers: Intelligent scheduling reduces setup time
- Improved yield: Process optimization reduces waste and scrap
- Energy savings: Smart systems optimize power consumption
Organizations implementing smart factory capabilities report 15-30% efficiency improvements across operations.
Superior Quality Performance
AI quality systems maintain product excellence consistently and automatically.
Quality benefits include:
- Near-perfect detection: AI inspection catches defects humans miss
- Process stability: Intelligent control maintains optimal parameters
- Real-time correction: Immediate response to quality variations
- Continuous improvement: Data-driven quality enhancement over time
- Traceability: Complete records supporting compliance and analysis
Quality improvements strengthen customer relationships while reducing warranty and recall costs.
Significant Cost Reduction
Smart factory technologies decrease operating costs through multiple mechanisms.
Cost benefits include:
- Labor optimization: Automation handles routine tasks efficiently
- Maintenance savings: Predictive approaches reduce repair costs 25-30%
- Inventory reduction: Better planning lowers stock requirements 20-30%
- Scrap elimination: Quality improvements reduce waste substantially
- Energy efficiency: Intelligent control cuts power consumption 10-20%
Cost reductions compound across interconnected operational elements.
Enhanced Agility and Flexibility
Smart factories respond to market changes faster than traditional operations.
Agility benefits include:
- Rapid product changes: Flexible systems adapt quickly to new requirements
- Demand responsiveness: Production adjusts to order variations dynamically
- Supply chain adaptation: Quick response to material availability changes
- Mass customization: Efficient production of personalized products
- New product introduction: Faster launch of additions to product lines
Agility creates competitive advantage in volatile, fast-changing markets.
Improved Worker Experience
Smart factories enhance job quality while addressing labor challenges.
Workforce benefits include:
- Dangerous task elimination: Robots handle hazardous operations
- Physical strain reduction: Automation manages heavy or repetitive work
- Skill development: Workers learn new technology capabilities
- Decision support: AI assists rather than replaces human judgment
- Engaging work: Focus shifts to problem-solving and improvement
Improved work experience supports recruitment and retention in competitive labor markets.
Real-World Smart Factory Examples
Siemens Amberg Electronics Plant
Siemens operates a showcase smart factory in Amberg, Germany. The facility produces programmable logic controllers with remarkable performance.
Key achievements include:
- 99.99885% quality rate—nearly perfect production
- 75% of operations handled autonomously
- Production volume increased 14-fold since 1989
- Same workforce size despite massive output growth
- Products communicate with machines throughout manufacturing
The Amberg plant demonstrates smart factory potential at industrial scale.
BMW Manufacturing Operations
BMW integrates AI and smart technologies across global manufacturing facilities.
Implementation highlights include:
- AI-powered quality inspection detecting defects invisible to humans
- Predictive maintenance reducing unplanned downtime significantly
- Digital twins simulating production changes before implementation
- Collaborative robots working alongside human workers safely
- Real-time production optimization adjusting to changing conditions
BMW’s approach shows smart factory principles applied across complex automotive manufacturing.
Schneider Electric Le Vaudreuil
Schneider Electric’s Le Vaudreuil facility in France achieved World Economic Forum Lighthouse designation for smart manufacturing excellence.
Notable capabilities include:
- 30% increase in operational efficiency through digitization
- Energy consumption reduced substantially through intelligent management
- Predictive maintenance preventing equipment failures
- Augmented reality supporting maintenance and training
- End-to-end visibility across manufacturing processes
The recognition validates smart factory approaches as manufacturing best practice.
Haier COSMOPlat
Haier’s COSMOPlat platform enables mass customization at industrial scale.
Platform achievements include:
- Direct customer involvement in product design
- Zero inventory through made-to-order production
- Delivery times reduced dramatically
- Platform extended to serve other manufacturers
- Model for customer-centric smart manufacturing
Haier demonstrates smart factories enabling entirely new business models.
Implementing Smart Factory Capabilities
Assessment and Strategy
Successful smart factory implementation begins with clear understanding of current state and strategic objectives.
Assessment elements include:
- Current capability evaluation: What technologies and practices exist today?
- Pain point identification: Where do operations struggle most?
- Opportunity prioritization: Which improvements deliver greatest value?
- Technology readiness: What infrastructure supports smart capabilities?
- Organizational readiness: Are people prepared for transformation?
Clear strategy ensures investments align with business priorities and realistic capabilities.
Phased Implementation Approach
Transform factories progressively rather than attempting comprehensive change simultaneously.
Implementation phases include:
- Foundation building: Connectivity, data collection, and basic analytics
- Visibility development: Dashboards and monitoring enabling insight
- Predictive capabilities: AI applications forecasting and preventing problems
- Optimization deployment: Systems improving performance automatically
- Autonomous operations: Self-optimizing processes requiring minimal intervention
Phased approaches manage risk while building organizational capability progressively.
Technology Integration
Connect smart factory technologies with existing systems and infrastructure.
Integration requirements include:
- Legacy equipment connectivity: Enabling older machines to share data
- System interoperability: Ensuring different platforms communicate effectively
- Data architecture: Managing information flow across applications
- Cybersecurity: Protecting connected systems from threats
- Scalability planning: Designing for growth and expansion
Integration complexity often determines implementation success or failure.
Workforce Development
Prepare people for new roles and capabilities in smart factory environments.
Development priorities include:
- Digital skills training: Building technology competencies
- Role evolution support: Helping workers transition to new responsibilities
- Change management: Addressing concerns and building confidence
- Continuous learning culture: Establishing ongoing skill development
- Leadership development: Preparing managers for transformed operations
People determine whether technology investments deliver intended value.
Challenges and Considerations
Investment Requirements
Smart factory transformation requires substantial investment in technology and implementation.
Investment considerations include:
- Technology costs: Equipment, software, and infrastructure expenses
- Implementation expenses: Integration, customization, and deployment
- Training investment: Developing workforce capabilities
- Ongoing operations: Maintenance, updates, and support
- Opportunity costs: Resources diverted from other priorities
Organizations should develop detailed business cases validating expected returns.
Cybersecurity Risks
Connected factories create expanded attack surfaces requiring robust protection.
Security requirements include:
- Network segmentation: Isolating operational technology from threats
- Access control: Managing permissions across connected systems
- Monitoring and detection: Identifying suspicious activity quickly
- Incident response: Preparing for security events
- Vendor management: Ensuring partner security meets requirements
Cybersecurity deserves attention equal to operational technology investments.
Talent and Skills Gaps
Smart factories require capabilities many organizations lack currently.
Talent challenges include:
- Data science expertise: Professionals who can leverage AI effectively
- Integration skills: Engineers connecting diverse systems
- Operational technology knowledge: Understanding of manufacturing systems
- Change leadership: Managers guiding organizational transformation
- Continuous learning: Workforce adapting to evolving technology
Deloitte’s 2025 survey confirms talent acquisition remains a primary obstacle for manufacturers pursuing smart capabilities.
Conclusion
AI smart factories represent manufacturing’s definitive evolution. Connected systems generate unprecedented operational visibility. Artificial intelligence transforms data into actionable insight. Automation executes optimizations impossible through human effort alone. The factory becomes an intelligent system that improves continuously.
The benefits are substantial and proven. Efficiency improves 15-30% through optimization and predictive capabilities. Quality reaches near-perfect levels through AI inspection and process control. Costs decrease across maintenance, inventory, energy, and labor. Agility enables competitive advantage in volatile markets.
Market projections confirm this direction’s inevitability. Growth from 394.35 billion USD to 998.99 billion USD by 2032 reflects massive global investment. Leading manufacturers including Siemens, BMW, Schneider Electric, and Haier demonstrate achievable results. The technology has moved from experimental concept to competitive necessity.
Implementation requires strategic approach. Assessment identifies priorities and readiness. Phased deployment manages risk while building capability. Integration connects new technologies with existing infrastructure. Workforce development ensures people can leverage new capabilities effectively.
Organizations maintaining traditional manufacturing approaches accept growing competitive disadvantage. Smart factory capabilities compound over time—early adopters gain advantages that become increasingly difficult to overcome. The question is not whether to pursue smart factory transformation, but how quickly to begin.
Explore how AI smart factory capabilities could transform your manufacturing operations. Talk to our experts to understand which technologies and approaches fit your specific production environment, business objectives, and organizational readiness.
FAQs
An AI smart factory integrates artificial intelligence, connected sensors, and advanced analytics to create self-optimizing manufacturing operations that continuously improve efficiency, quality, and performance.
Smart factory investment varies significantly based on scope and existing infrastructure, typically ranging from hundreds of thousands for pilot programs to tens of millions for comprehensive transformation.
Organizations implementing smart factory capabilities typically achieve 15-30% efficiency improvements, 20-30% inventory reductions, and 25-30% maintenance cost savings, with ROI within 18-36 months.
Smart factory transformation typically spans 3-5 years for comprehensive implementation, though organizations achieve meaningful benefits from initial phases within 12-18 months.
Yes, existing facilities can transform into smart factories through retrofitting sensors, adding connectivity, implementing AI applications, and progressively building intelligent capabilities over time.



 AI/ML Strategy and Consulting
AI/ML Strategy and Consulting Data Science And Data Analytics
Data Science And Data Analytics Generative AI
Generative AI AI Consulting Services
AI Consulting Services AI Automation Solutions
AI Automation Solutions API Integration
API Integration